たる製造人の連続鋳造機械のための高性能の適正価格中国製
プロダクト技術的な状態
1. 鋳造材料:cupronickel、たる製造人、黄銅、青銅にニッケルを被せて下さい
2. 鋳造の指定:顧客用
装置の主要な技術的な変数
1. 鋳造の速度:
牽引の速度:0-64 - mm/s (stepless調節可能)
反射の速度:0-64 - mm/s (stepless調節可能)
ストリップの最もよい線形速度:90-200 - mm/min
2. 電力設備:
中間周波数の溶ける炉:250のkw
炉の把握:75のkw
サーボ トラクター:3.5 Kw
3. 同期打抜き機
モーター力:3つのKw
鋸歯のゲージ:Ф 355
送り速度:油圧stepless速度の規則
鋸で挽くゲージ:銅の小隊、黄銅
側面のタイプを締め金で止めること:油圧
4. コイラーの巻く重量:4000-5000のkg
内径:500-800 - mm Φ
外の直径:Φ 1600のmm
5. 単位の騒音の価値:85 db (a)またはより少し
6. 単位ライン高等学校:+ 1000のmm
7. 単位の伝送方向:右の伝達
生産能力
単一の流れ:200-200 kg/h (16のmm)の帯域幅:200のmmの厚さ:
第3章の主要なプロセス パラメータおよびプロセス記述
主要なプロセス パラメータ
生産:200-300のkg/h
温度調整の範囲:1300の℃またはより少し
炉の温度調整の精密の保持:+/- 3 ℃
調整範囲を押し、引っ張って下さい:押し:0-64 - mm/s +/- 0.1 mm (いいえ)
レイチェル:0-64 - mm/s +/- 0.1 mm (いいえ)
鋳造機械範囲:牽引を調整するため:0-64 - mm/s +/- 0.1 mm (いいえ)
Backstepping:0-64 - mm/s +/- 0.1 mm (いいえ)
鉛の投げる最も大きい線形速度:0-200 mm/min
調節の範囲を巻くことは次のとおりです:直径Φ 500を- Φ 800のmm転がして下さい
Φロール直径1600のmm
最も大きい巻く速度:250 mm/min
ダンサーの範囲:0.95から0.75
巻上げタワーの程度:40のmまたはより少し
単位のパワー消費量:380-420 KWH/t
プロセス記述
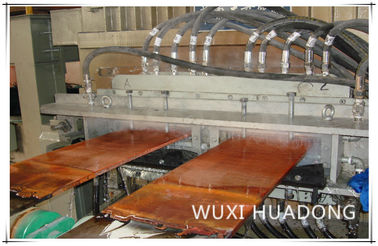
次の通りニッケルのcupronickel、たる製造人、黄銅、青銅色のストリップの管のインゴット横の連続鋳造の工程はあります:
中間周波数の溶ける炉、把握炉への構成の調節-型への電気分解の銅-時間を計りま、二次冷却、機械を巻くせん断機械模造機械に冷却します
技術ファイル(電気分解の銅)で規定されて、原料を製錬する中間周波数の溶ける炉を結合するように原料を選んで下さい;
炉の製錬に、ある特定の厚さのコーティングの代理店を加えれば、規則的に量的原料、把握炉キャビティへの溶ける炉キャビティよい溶解した銅水油圧ダンプ、炉の銅の液体の温度の熱保存を加え、自動的に、把握炉の鋳造の温度の銅制御し、そしてストリップに型の冷却の結晶化によって規模のある特定のレベル、液体レベルの効果、型への水流の下の銅で水を、銅張りにします平板の必須の形を形作るために模造機械によって導かれる鋼片の連続的保って下さい。出口の平板は水流率を冷却する二次冷却装置が装備されている温度の測定器が水温が設定値より高いとき、水温調節する、ことができます水圧の実時間監視、水圧設定値より低いです時鋳造機械停止デッサン装備されています。これらの制御を使用して、主にプロセス パラメータの結晶化の温度、安定性を保証するため、製品品質および安全を保障するため。
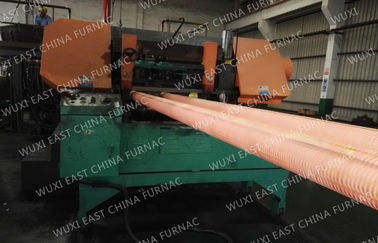
PLCのプログラム制御によって、実施周期時間に調節するために、backstepping停止導かれるストリップはトラクター、トラクター停止によって引き出され、逆押しの時間は異なった材料、異なった指定、状態の表面質に従って、よい制御パラメータを定め、もし、調節可能です。
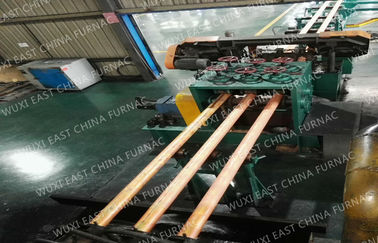
同期打抜き機にストリップを送る模造機械の後のストリップ。

ウーシー中国東部の炉Co.、株式会社
No.3 Bashi Furongの工業団地、Xishan地区、ウーシー都市、江蘇省、中国
連絡窓口:Joey.Wong
Tel:+86 510 83788308
ファクシミリ:+86 510 83786308
暴徒:+86 139 2112 5611
Wechat:86 139 2112 5611
Whatsapp:86 139 2112 5611
joey@wxhddl.cn
 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。